Напорные гидравлические рукава с разборными наконечниками
На машинах применяются напорные рукава (рисунок 1) диаметром от 6 до 32 мм с одной стороны или двумя металлическими оплетками. Рукава имеют на концах разборные наконечники одинаковой конструкции для разных диаметров. Гидрорукава с разборными наконечниками применяются на давление до 25 МПа.
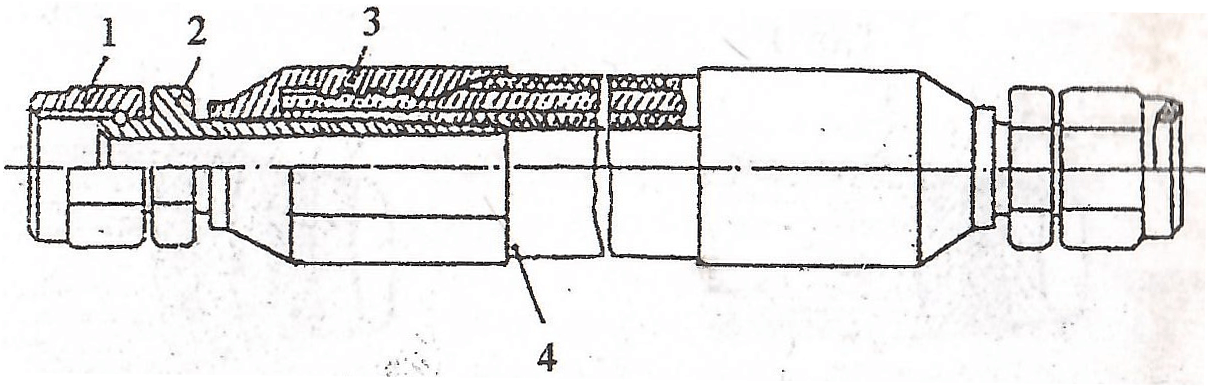 Рисунок 1 — Рукав напорный
Рисунок 1 — Рукав напорный
Наконечник состоит из накидной гайки 1, ниппеля 2 муфты 3.
Для сборки таких соединений вручную необходимо:
- Торцы рукавов 4 подрезать вулканитовым камнем по длине монтируемого рукава;
- Снять верхний слой резины на конус на длину муфты 3, не оголяя металлическую оплетку;
- Муфту 3 горизонтально закрепить в тисках;
- Заправить конц рукава в муфту, не доводя его на 2-3 мм до упора, подворачивая рукав против часовой стрелки (резьба в муфте левая упорная);
- Муфту 3 с заправленным рукавом закрепить в тисках вертикально рукавом вниз;
- На конусную и резьбовую части ниппеля 2 нанести мыльный раствор и завернуть ниппель в муфту до упора;
- Промыть рукав и продуть сжатым воздухом;
- Подвергнуть рукав гидравлическому испытанию цикличной нагрузкой давлением 1.33Р (Р — рабочее давление) в течении 5 минут. На поверхности рукавов и в местах соединений не должно быть разрывов, местных вздутий и просачивания жидкости в виде капель.
Рукава резиновые высокого давления с металлическими оплетками неармированные ГОСТ 6286-73 (рисунок 2) изготавливаются трех типов (I, II, III) в зависимости от количества металлических оплеток. Оплетки изготавливаются из латунированной или светлой проволоки. Рукава могут изготавливаться и со смешанными оплетками.
На рисунке 2 показана конструкция рукавов различных типов, которые состоят из внутреннего резинового слоя 1, нитяной оплетки 2, металлических оплеток 3, промежуточного резинового слоя 4, наружного резинового слоя 5.
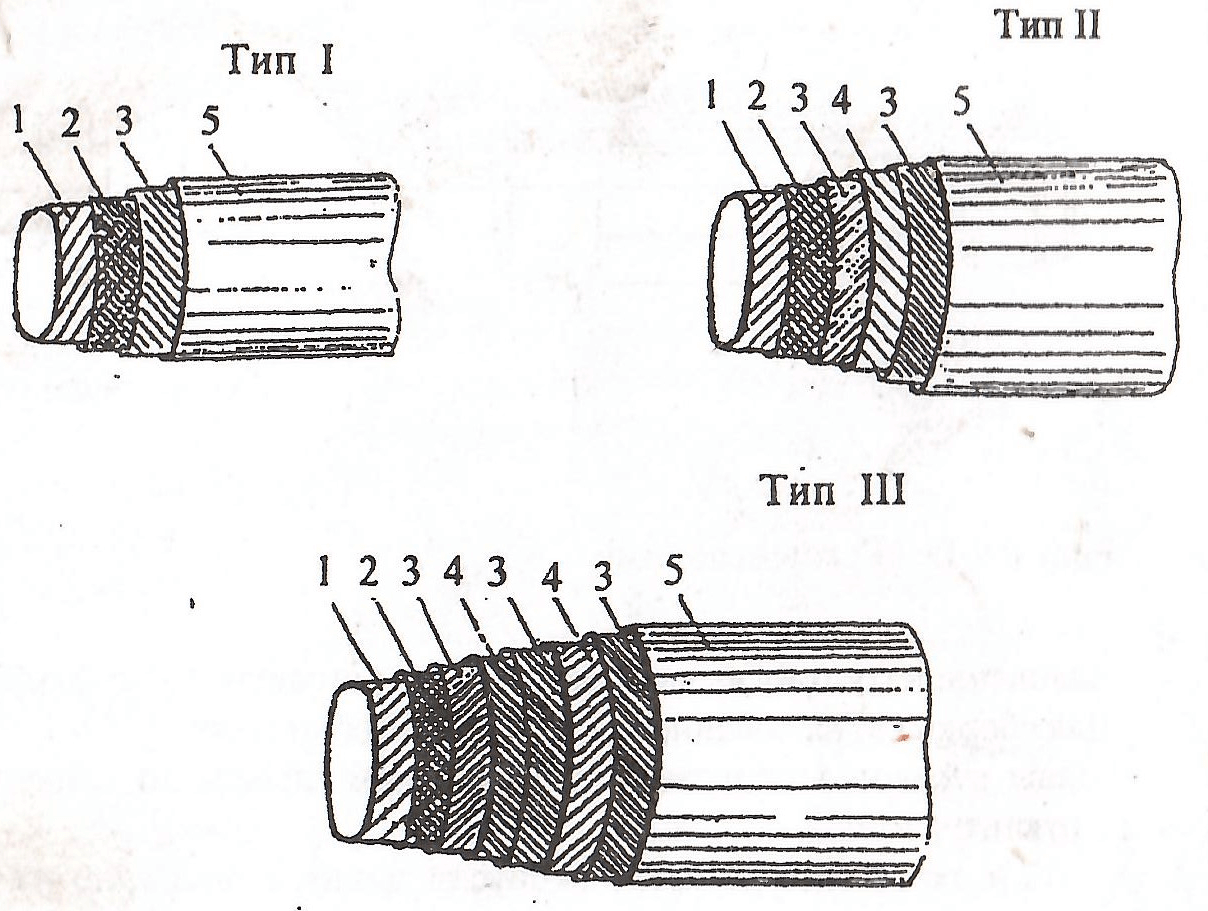 Рисунок 2 — Рукав резиновый высокого давления с металлическими оплетками, не армированный
Рисунок 2 — Рукав резиновый высокого давления с металлическими оплетками, не армированный
При эксплуатации рукавов следует выполнить следующее:
- После хранения при отрицательных температурах рукава перед монтажом должны быть выдержаны при температуре 20±5 °С не менее 24 часов;
- При монтаже рукавов не допускается: скручивание рукавов относительно оси, установка рукавов с изгибом меньше допускаемого радиуса изгиба, контакт резиновых слоев рукава с горячими трубопроводами или частями машины с температурой выше 70°С; детали наконечников в местах контакта с резиной не должны иметь задиров, заусенцев и острых граней.
- Смонтированный рукав необходимо испытать на прочность.